Product Standard
All product and services provided by Siam Fittings Co., Ltd. Shall conform to the standard requirements and by our customers. Each employee is responsible for his or her input to the procurement, production, support, delivery service, corporate with supplier of management provided.
We are committed to continually improving all products and services and to maintain Siam Fittings as Quality Leader in our field, by Involvement of people, Leadership, Process approach, System approach to management and making decision base on fact.
| American 150lbs/300lbs | British 150lbs | Din 150lbs | |
| 1. Material | ASTM A197 / A197M | Equivalent to | Equivalent to |
| 1.1 Tensile Strength | Min. 40,000 P.S.I. (28.4 Kg/mm2) | EN1562 EN-GJMB-300-6 | EN1562 EN-GJMB-300-6 |
| 1.2 Elongation | Min.5% | ||
| 2. Dimension | |||
| 2.1 Fitting Dimension | ASME B16.3 | ASME B16.3 | ASME B16.3 |
| 2.2 Union Dimension | |||
| 2.2.1 Union Brass Seat | ASME B16.39 | ASME B16.39 | ASME B16.39 |
| 2.2.2 Union Iron to Iron | N/A | EN 10242 | |
| 2.3 Plug&Bushing Dimension | ASME B16.14 | ASME B16.14 | ASME B16.14 |
| 3. Threads | ASME B 1.20.1 | ISO 7-1 (Rc, R) | ISO 7-1 (Rp, R) |
| 4. Zinc Coating | ASTM A153 / A153M | Sec 5.3 BS 143&1256 | Sec 5.2 EN10242 |
| 5. Working Pressure | 150 P.S.I.@ 350oF 300 P.S.I. @550oF |
150 P.S.I. @ 350oF | 150 P.S.I. @ 350oF |
Appendix A. Metric System Table with English Equivalents
| Millmeters | Inches | Millmeters | Inches | Millmeters | Inches | Millmeters | Inches | Millmeters | Inches |
| 4 = | 1/8 | 8 = | 1/4 | 10 = | 3/8 | 15 = | 1/2 | 20 = | 3/4 |
| 25 = | 1 | 32 = | 1 1/4 | 40 = | 1 1/2 | 50 = | 2 | 65 = | 2 1/2 |
| 80 = | 3 | 100 = | 4 | 125 = | 5 | 150 = | 6 | – | – |
Appendix B. Basic Dimension, for American Standard Pipe Threads This information is selected from the American for Pipe Threads,ANSI B1.20.1-1983 Table 2.
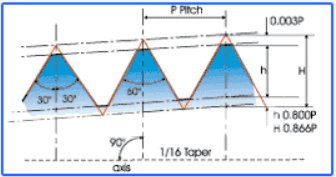
Figure 4 (Taper)
H = 0.8660 x P
h = 0.8000 x P
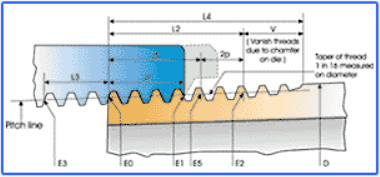
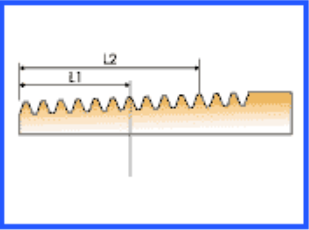
Figure 5 (Taper)
L2 = (0.8D + 6.8) 1/n
* Straight Pipe Threads : the pitch, angle, and depth of thread are the same as the corresponding dimensions of the taper pipe threads.
| Size | O.D. of Pipe (D) | Threads/in.(N) | Pitch of Thread (P) | Pitch Dia. at Beginning of External(EO) |
Handtight Engagement | Effective Thread. Extenal |
Depth of threadh | ||||
| Length(L1) | Dia.(E1) | Length(L2) | Dia.(E2) | ||||||||
| Inch | Thread | Inch | Thread | ||||||||
| 1/8 | 0.405 | 27.0 | 0.037 | 0.363 | 0.161 | 4.36 | 0.373 | 0.263 | 7.12 | 0.380 | 0.029 |
| 1/4 | 0.540 | 18.0 | 0.055 | 0.477 | 0.227 | 4.10 | 0.491 | 0.401 | 7.23 | 0.502 | 0.044 |
| 3/8 | 0.675 | 18.0 | 0.055 | 0.612 | 0.24 | 4.32 | 0.627 | 0.407 | 7.34 | 0.637 | 0.044 |
| 1/2 | 0.840 | 14.0 | 0.071 | 0.758 | 0.32 | 4.48 | 0.778 | 0.533 | 7.47 | 0.791 | 0.057 |
| 3/4 | 1.050 | 14.0 | 0.071 | 0.967 | 0.339 | 4.75 | 0.988 | 0.545 | 7.64 | 1.001 | 0.057 |
| 1 | 1.315 | 11.5 | 0.086 | 1.213 | 0.400 | 4.60 | 1.238 | 0.682 | 7.85 | 1.256 | 0.069 |
| 1.1/4 | 1.660 | 11.5 | 0.086 | 1.557 | 0.420 | 4.83 | 1.583 | 0.706 | 8.13 | 1.601 | 0.069 |
| 1.1/2 | 1.900 | 11.5 | 0.086 | 1.796 | 0.420 | 4.83 | 1.822 | 0.723 | 8.32 | 1.841 | 0.069 |
| 2 | 2.375 | 11.5 | 0.086 | 2.269 | 0.436 | 5.01 | 2.296 | 0.756 | 8.70 | 2.316 | 0.069 |
| 2.1/2 | 2.875 | 8.0 | 0.125 | 2.719 | 0.682 | 5.46 | 2.762 | 1.137 | 9.10 | 2.790 | 0.100 |
| 3 | 3.500 | 8.0 | 0.125 | 3.340 | 0.766 | 6.13 | 3.388 | 1.200 | 9.60 | 3.415 | 0.100 |
| 3.1/2 | 4.000 | 8.0 | 0.125 | 3.837 | 0.821 | 6.57 | 3.888 | 1.250 | 10.00 | 3.915 | 0.100 |
| 4 | 4.500 | 8.0 | 0.125 | 4.334 | 0.844 | 6.75 | 4.387 | 1.300 | 10.40 | 4.415 | 0.100 |
| 5 | 5.563 | 8.0 | 0.125 | 5.390 | 0.937 | 7.50 | 5.449 | 1.406 | 11.25 | 5.478 | 0.100 |
| 6 | 6.625 | 8.0 | 0.125 | 6.446 | 0.958 | 7.66 | 6.505 | 1.512 | 12.21 | 6.540 | 0.100 |
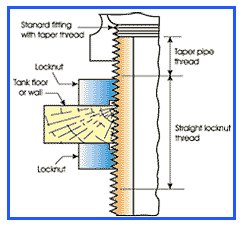
Appendix C. Basic Dimenstion, External and Internal Straight Pipe Thread for Locknut Connections, NPSL This information is selected from the American for Pipe Threads, ANSI B1.20.1-1983 Table 7.
| Nominal Pipe Size | O.D.of Pipe | Threads Inch | External Thread | Internal Threads | ||||
| Maximum Major Diameter | Pitch Diameter | Minimum Minor Diameter | Pitch Diameter | |||||
| Maximum | Minimum | Minimum | Maximum | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|
1/8 |
0.405 |
27.0 |
0.409 |
0.3840 |
0.3805 |
0.362 |
0.3863 |
0.3989 |
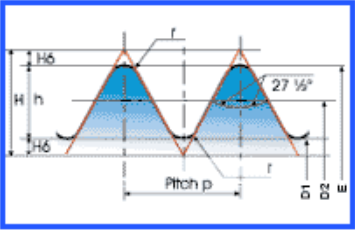
Appendix D. Basic Dimenstions for British Standard Pipe Threads This information is selected from the British Standard Specification Pipe Threads B.S. 21 : 1985 Table 2
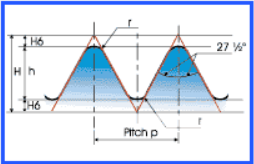
Figure 1(parallel) Figure 2 (Taper)
H = 0.960491 x p
h = 0.610327 x p
h = 0.137329 x p
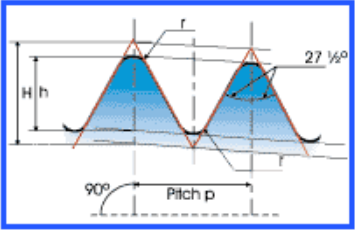
Taper 1 in 16 on dla Figure 3 (Taper)
H = 0.960237 x p (Shown exaggerated)
H = 0.610327 x p (in diagram)
H = 0.137278 x p Axis of screw
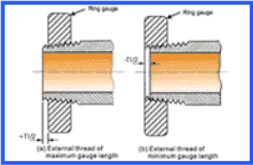
| (a) Exteamal | (b) External |
| thread of | thread of |
| maximum gauae | maximum gauae |
| langth | langth |
| Table2 Basic Sizes |
Dimensions, In mm.
|
| Thread size disignation | Number of thesds in 25.4 mm. | Pitch P | Depth of thread h |
Basic diameters at gauge plane | Gauge Length | Basic gauge Length |
|||||
| Major d | Pitch d2 | Minor d1 | Basic | TI/2 | Maximum | Minimum | |||||
|
1/8 |
28 |
0.907 |
0.581 |
9.728 |
9.147 |
8.566 |
4.0 |
±0.9 |
4.9 |
3.1 |
6.5 |
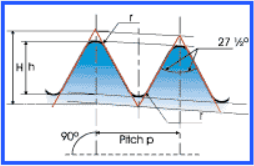
Appendix E. Basic Dimenstions for German Standard Pipe Threads This information is selected from the Whitworth Pipe Threads DIN 2999 : 1960
H = 0.960237 x p
h = 0.640327 x p
r = 0.137278 x p
Taper 1: 16
Taper Threads
H = 0.960237 x p
h = 0.640327 x p
r = 0.137278 x p
Parallel Thrads
(unit : mm.)
| Size of Thread Inches | Normal widit of the tubes | Distance of the | Thread measures | Effective length of L2 |
|||||||
| Inch | mm. | Measuring Plane L1 |
Outside diameter E |
Flange diameter D2 |
Core diameter D1 |
Pitch P |
Number theads Per lin z |
Depth og thread H |
Radius R |
||
|
1/8 |
1/8 |
6 |
4.0 |
9.728 |
9.147 |
8.566 |
0.907 |
28 |
0.581 |
0.125 |
6.5 |